导航切换
首页
产品展示1-4
产品展示5-8
标准产品
机械/电气元件
客户案例
服务中心
关于我们
招贤纳士
客户案例
Customer Case
首页
客户案例
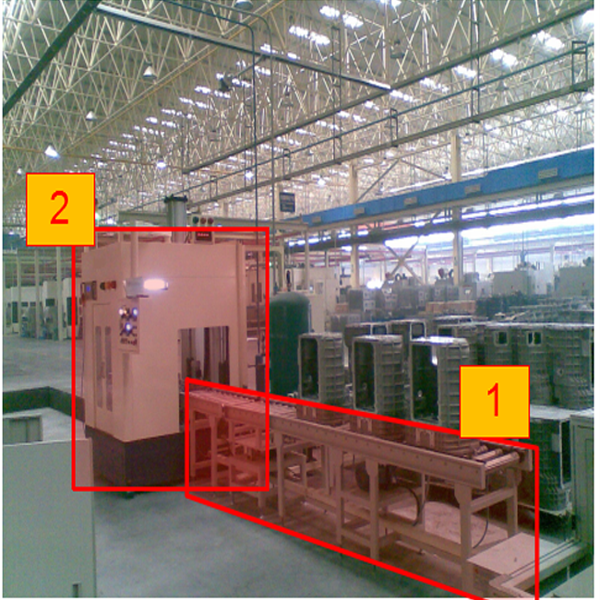
重型变速箱壳体气密检测线
该检测线主要由两部分组成:
1、动力滚筒输送线
2、气密检测设备
动力滚筒输送线将加工完成的壳体输送到气密检测设备内,底部的定位举升机构伸出对壳体进行定位的同时,底部的密封圈对底部大孔进行封堵,顶部的压紧机构下压,对顶面的孔进行封堵,侧面的封堵气缸依次伸出,对侧面的各孔进行封堵。 此时气密检测仪开始对工件进行充气、平衡、检测。整个过程约为30S.检测完成后,各封堵机构撤出。
如果检测合格,工件将由动力滚筒输送到合格滚筒线。 如果不合格,由动力滚筒输到不合格滚筒线。
汽车空调出风口拨动力与流量检测设备
该设备主要由两部分组成:
1、检测设备本体
2、六轴机器人+前端力传感器
六机轴器人带动拨片,使wing上下左右操作,机器人末端夹具装有高精度拉压力传感器,以检测拨动过程中的拨动力。
PLC控制鼓风机排风量,排风量大小与大气差压传感器所测得的压力成线性关系,即排风量越大,压力就越大,反之依然。
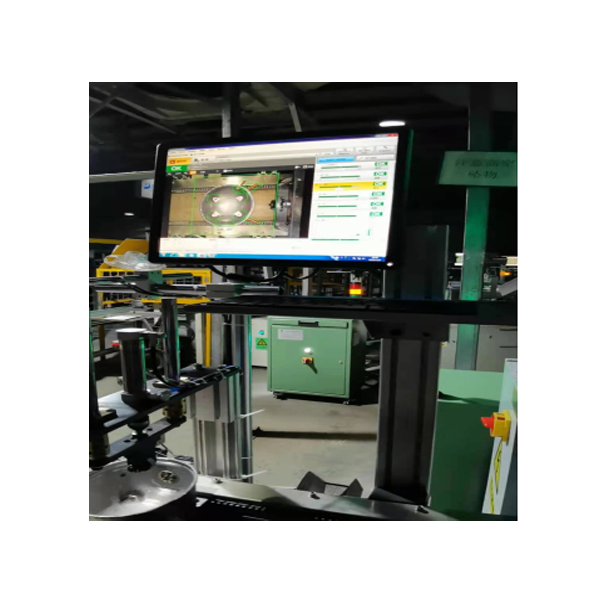
压缩机壳体防漏焊视觉检测设备
该设备主要由工件阻挡机构,视觉传感器和光源,工控机组成。,阻挡机构一次只放行一个工件,通过安装在线体侧的对射光电传感器触发视觉传感器对工件进行拍照,通过视觉算法软件与基准图片对比,判断合格与否。
如果合格,阻挡机构放行工件,如果不合格,阻挡机构不放行并声光报警。
显示器实时显示拍取的照片及各检测部位的状态。合格区为绿框,不合格区为红框。且检测结果按照时间的先后顺序存放在工控机内备查。
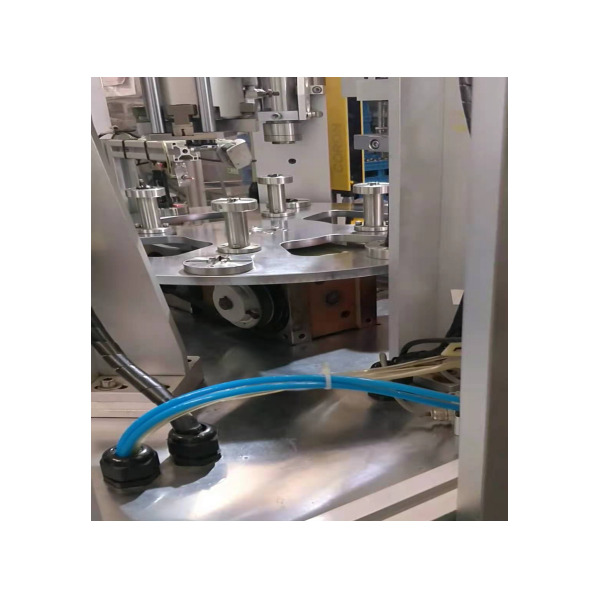
驱动器端盖压轴承和油封设备
该设备采用四工位分度盘作为转位机构,工位1为取放料工位,工位2为压油封工位,工位3为压轴承工位,工位4为轴承铆点工位。
工位2/3都采用我司研发的伺服压力机完成油封和轴承的压装,油封压装力为1T,轴承压装力为2T,压装力精度为+/-5%。压装行程为0-25mm,精度为+/-0.1mm.
工位4采用我司设计的气液增压机完成铆点的工作,铆点力为15T内,无级可调。
设备生产节拍少于20S.
传感器芯片引脚折弯设备
本设备主要由机架、飞达供料机构、校准机构、机器人搬运机构、折弯模块、下料转盘等几部分组成。设备采用机、电、气一体化设计,模块化设计,折弯模块可快速更换以适应不同型号芯片的加工。通过可编程控制器(PLC)和触摸屏实现人机界面控制。
本机主要用于芯片针脚的折弯和切断。设备操作简便,有自动和手动两种工作方式。
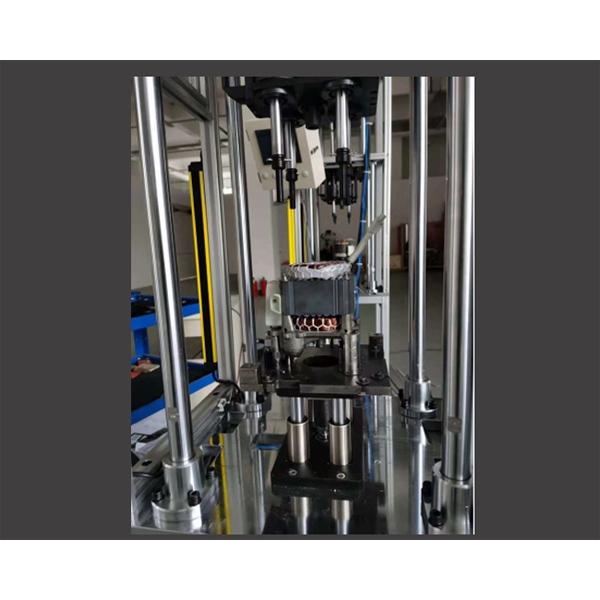
电机定子锁固设备
该设备主要用于电机定子的预紧,整个拧紧头为模块化快换结构,最多可以同时拧紧四个螺钉。整个系统为双工位自动形式:带料工装板到位,阻挡器自动阻挡,顶升装置顶升定位的同时,将工件举升至拧紧位,拧紧枪自动拧紧,自动检测扭矩合格与否,动作完成后,合格品自动流转至下道工序,不合格品停在原位并声光报警,等待人工确认。
设备采用我司自主研发的拧紧轴,拧紧力2-5N.m可调。
燃油硬管两端锁螺母设备
设备主要由排料分料组件、转运及拧紧组件、举升上料及下料分料组件、同步带出料组件组成。设备满足500~3000mm长度零件的Union 装配,装配管径满足 4.75~8.7mm
的管材,来料为带螺母并扩口后的直管。
此设备主要能实现以下功能:
1.管材自动上料.Union 自动送料;
2.Union 自动装配(装配扭矩:15±2Nm);
3.不合格品自动入不合格品箱;
4.合格品送入指定位置,自动每 100 件进行分批,待操作者检查包装。
管件端法兰激光刻二维码设备
设备主要由主框架、激光刻标机、工件定位夹具三部分组成。设备采用模块化设计,工件定位夹具为快换结构,通过气电一体模块和主设备相连,
激光刻标机通过XYZ三轴可以自由调节,以满足不同品种的刻标要求。
服务客户
Serve Customers